Co to jest PPAP i jego rola w zarządzaniu jakością
W kontekście przemysłu motoryzacyjnego (choć nie tylko) terminem Core Tools określa się zestaw podstawowych narzędzi / metod zapewnienia jakości, które są szeroko stosowane przez dostawców i producentów.
Do tego zestawu należą:
- APQP (Advanced Product Quality Planning) — planowanie jakości nowego produktu/procesu,
- FMEA (analiza przyczyn i skutków wad),
- MSA (Measurement System Analysis — analiza systemów pomiarowych),
- SPC (Statistical Process Control — statystyczna kontrola procesu),
- oraz PPAP — temat naszego artykułu.
Współdziałanie tych narzędzi jest kluczowe. W uproszczeniu: APQP planuje cały proces, a w jego ramach FMEA identyfikuje ryzyka, MSA i SPC pomagają kontrolować i walidować proces, a PPAP formalnie zatwierdza, że część / produkt i proces ich wytwarzania spełniają wymagania klienta.
Dzięki temu dostawca i odbiorca mają wspólną, przejrzystą bazę dokumentacji i pewność, że produkcja odbędzie się powtarzalnie, zgodnie z wymaganiami.
Co to jest PPAP — definicja i cel
PPAP (Production Part Approval Process) to procedura zatwierdzania części do produkcji seryjnej — proces, w którym dostawca udowadnia, że jest w stanie w sposób powtarzalny produkować części zgodne z wymaganiami klienta.
PPAP pierwotnie powstał w przemyśle motoryzacyjnym (często w kontekście współpracy dostawców z producentami OEM), ale z czasem jego zastosowanie rozszerzyło się również na inne branże przemysłowe, gdzie jakość, powtarzalność produkcji i zgodność ze specyfikacją są krytyczne.
Główne cele PPAP to:
- upewnienie się, że dostawca rozumie i ma dostęp do specyfikacji konstrukcyjnej (np. rysunków technicznych) komponentu, który ma być produkowany;
- walidacja, że proces produkcyjny (linie produkcyjne, maszyny, kontrola) jest stabilny i zdolny do powtarzalnej produkcji części zgodnych z wymaganiami;
- formalne udokumentowanie zdolności produkcyjnej dostawcy przed rozpoczęciem produkcji seryjnej;
- w rezultacie — redukcję ryzyka wad, reklamacji, kosztów poprawek oraz zapewnienie spójności między dostawcą a klientem.
PPAP często stanowi część szerszego procesu planowania jakości, czyli APQP — PPAP występuje zwykle na etapie walidacji produktu i procesu.
Poziomy PPAP – co to znaczy, kiedy stosować
Jedną z kluczowych cech PPAP jest to, że nie zawsze wymagane jest pełne przedstawienie wszystkich dokumentów — wszystko zależy od stopnia skomplikowania części, wymagań klienta i umowy pomiędzy stronami. Dlatego wyróżnia się pięć poziomów (submission levels) PPAP.
Oto klasyczne poziomy PPAP:
Poziom
Zakres wymaganych dostaw / dokumentów / próbek
Level 1
Tylko dokument Part Submission Warrant (PSW) — bez próbek ani dodatkowej dokumentacji (ewentualnie Appearance Approval Report jeśli wymagany).
Level 2
PSW + próbki produkcyjne + ograniczona, wybrana dokumentacja wspierająca.
Level 3
PSW + próbki + pełna dokumentacja wspierająca — standardowy poziom stosowany najczęściej, jeśli klient nie określi inaczej.
Level 4
PSW + próbki + pełna dokumentacja + dodatkowe dokumenty wymagane specyficznie przez klienta.
Level 5
PSW + próbki + pełna dokumentacja, z tym, że dokumentacja i dane pozostają u dostawcy — dostępne do wglądu na miejscu produkcji, jeśli klient zażąda audytu.
Zwykle domyślnym i najczęściej stosowanym poziomem jest Level 3.
Co obejmuje PPAP — kluczowe elementy / dokumentacja
PPAP to nie pojedynczy dokument, ale komplet dokumentów, analiz i wyników. W typowym pełnym zgłoszeniu PPAP dostarcza się wiele elementów. W literaturze wskazuje się standardowo 18 elementów (choć to, które są wymagane zależy od umowy / specyfikacji klienta).
Co zawiera / do czego służy
1. Design Records (Zapisy konstrukcyjne)
Rysunki techniczne części, specyfikacje, dokumenty konstrukcyjne — dostarczone przez klienta lub przygotowane przez dostawcę. Wszystkie cechy (wymiary, tolerancje, materiały, funkcje) muszą być oznaczone albo opisane tak, by odpowiadały raportowi inspekcji.
2. Engineering Change Documents (Dokumentacja zmian konstrukcyjnych)
Jeśli część lub projekt był zmieniany (np. nowa rewizja, modyfikacje), dokumenty zmian (np. Engineering Change Notice, ECN) muszą być dostarczone.
3. Customer Engineering Approval (Zatwierdzenie konstrukcyjne przez klienta)
Dokument potwierdzający, że zespół inżynieryjny klienta akceptuje projekt/wszystkie jego parametry przed produkcją.
4. Design Failure Mode and Effects Analysis (DFMEA)
Analiza ryzyka błędów w projekcie — potencjalnych wad konstrukcyjnych, możliwych przyczyn ich powstania, skutków i planów zapobiegania. Wymagana, jeśli dostawca odpowiada za projekt części.
5. Process Flow Diagram (PFD) / Process Flow Chart (Diagram przepływu procesu)
Graficzny opis etapu po etapie całego procesu produkcyjnego — od surowców przez operacje, kontrolę, montaż, aż po pakowanie. Pozwala zwizualizować i przeanalizować cały proces.
6. Process Failure Mode and Effects Analysis (PFMEA)
Analiza ryzyka w procesie — identyfikacja możliwych wad, błędów procesowych (maszyny, operacje, kontrola), ich przyczyn i skutków oraz zaplanowanie kontroli/korekt. PFMEA to żywy dokument — aktualizowany przy każdej zmianie procesu.
7. Control Plan (Plan kontroli)
Szczegółowy plan kontroli jakości na wszystkich etapach procesu: co, kto, kiedy, jak będzie kontrolowane — pomiary, testy, inspekcje, punkty kontrolne. Zapewnia, że proces będzie kontrolowany i powtarzalny.
8. Measurement System Analysis (MSA) / Gage R&R
Ocena systemu pomiarowego — czy przyrządy pomiarowe (mierniki, sprawdziany, urządzenia) są powtarzalne i dokładne. Badanie MSA / GR&R to podstawa, żeby wyniki pomiarów były wiarygodne.
9. Dimensional Results (Wyniki pomiarowe / analiza wymiarowa)
Wyniki pomiarów wymiarów części (zgodnie z rysunkiem konstrukcyjnym), z tolerancjami — zazwyczaj w postaci tabeli / arkusza pomiarowego. Pokazuje, że próbne części spełniają wymagania.
10. Material / Performance Test Results (Wyniki testów materiałowych / właściwości)
Jeśli część wymaga specyficznych właściwości materiałowych (wytrzymałość, twardość, powierzchnia, powłoki, kolor, tekstura etc.), wymagane są raporty badań materiałowych i/lub testów funkcjonalnych.
11. Initial Process Studies (Początkowe studia procesu — Capability / SPC)
Studium zdolności procesu — analiza statystyczna (np. wskaźniki Cp/Cpk), SPC — żeby wykazać, że proces jest stabilny i zdolny do produkcji powtarzalnej jakości.
12. Qualified Laboratory Documentation (Certyfikaty laboratorium)
Jeżeli wymagane są testy prowadzone w laboratoriach — konieczne jest potwierdzenie, że laboratorium jest kwalifikowane, certyfikaty, raporty testów zgodne ze standardami.
13. Appearance Approval Report (AAR) / Raport zatwierdzenia wyglądu (AAR) (jeśli dotyczy)
Dotyczy części, dla których istotny jest wygląd, powierzchnia, wykończenie, kolor, tekstura — AAR dokumentuje, że wygląd części spełnia wymagania klienta.
14. Sample Product (Próbne części produkcyjne)
Fizyczne próbki części — kilka lub więcej egzemplarzy produkowanych części zgodnie z docelowym procesem, przeznaczonych do inspekcji, pomiarów, testów.
15. Master Sample (Wzorcowa część / master sample)
Wzorzec części, który został zaakceptowany — stanowi punkt odniesienia dla przyszłej produkcji; przydatny przy porównaniach wizualnych, wymiarowych czy testach.
16. Checking Aids (Przyrządy kontrolne / narzędzia pomiarowe i pomocnicze)
Wszystkie narzędzia, przyrządy, urządzenia, sprawdziany, przyrządy kontrolne, szablony, przyrządy montażowe — służą do kontroli wymiarów. Ich specyfikacja, certyfikacja, opis kalibracji też może być wymagany.
17. Customer-Specific Requirements (Wymagania specyficzne klienta / compliance records)
Dodatkowe dokumenty lub wymagania określone przez klienta — np. specyficzne standardy, dodatkowe testy, certyfikaty, procedury, wymogi audytowe.
18. Part Submission Warrant (PSW)
Kluczowy dokument podsumowujący cały pakiet PPAP — zawiera informacje o partii, częściach, wersji rysunku, poziomie PPAP, deklarację zgodności, listę załączników, podpisy odpowiedzialnych stron. To formalne “oświadczenie gotowości” do produkcji seryjnej.
W praktyce: klient i dostawca negocjują wymagania PPAP — to, jakie elementy są konieczne, jaki poziom PPAP, jakie testy czy analizy.
Kiedy stosuje się PPAP
PPAP jest zwykle wymagany w sytuacjach takich jak:
- Wprowadzenie nowego produktu / nowej części do produkcji seryjnej (“New Product Introduction”).
- Zmiana konstrukcji części (np. nowy numer części lub nowa rewizja) — czyli redesign.
- Zmiana procesu produkcyjnego (np. inna maszyna, inna technologia).
- Zmiana dostawcy lub surowców / materiałów.
- Zmiana lokalizacji produkcji (przeniesienie produkcji do nowej fabryki).
- Wznowienie produkcji po dłuższej przerwie (np. zakład nie produkował danej części przez miesiące).
W praktyce PPAP to często „warunek wstępny” — klient (np. producent OEM) wymaga PPAP od dostawcy przed zatwierdzeniem produkcji seryjnej.
Kto stosuje PPAP
PPAP jest powszechnie stosowany przez firmy z sektora motoryzacyjnego — zarówno dostawców części, jak i producentów OEM.
Ale rosnąco jest także używany w innych gałęziach przemysłu — wszędzie tam, gdzie wymagana jest wysoka jakość, powtarzalność produkcji i formalna aprobacja części / komponentów.
W kontekście organizacji zazwyczaj osoby, które powinny znać i umieć stosować Core Tools (i PPAP) to: inżynierowie jakości, inżynierowie procesu, project managerowie, audytorzy wewnętrzni — czyli osoby „od jakości / produkcji”.
Relacja PPAP z innymi narzędziami jakości — czyli dlaczego to nie jest „samotne” narzędzie
Jak wspomniałem wcześniej — PPAP to tylko jedna część szerszego systemu zarządzania jakością.
- W ramach planowania nowego produktu / projektu stosuje się APQP — to w nim planuje się kolejne etapy: rozwój konstrukcji, rozwój procesu, walidację, itd.
- W trakcie APQP często przeprowadza się analizę ryzyk (FMEA), co pomaga przewidzieć potencjalne wady, problemy w produkcji.
- Przy opracowywaniu planu kontroli i metod pomiarowych potrzebne są MSA i SPC, aby upewnić się, że proces jest stabilny, pomiary są wiarygodne, a produkcja pod kontrolą.
- Dopiero kiedy wszystkie te elementy są gotowe — można przejść do PPAP i formalnego zatwierdzenia. Wtedy PPAP pełni rolę “ostatniego kroku” zapewnienia, że wszystko jest przygotowane i dokumentacja jest kompletna.
Dlatego traktowanie core tools jako „papierologii” to błąd — jeśli są poprawnie użyte, to stanowią realne narzędzie zapewnienia jakości, powtarzalności i stabilności produkcji.
Co to jest PSW (Part Submission Warrant)
Jak wspomniano: dokument PSW jest kluczowym elementem PPAP — to on formalnie deklaruje, że dostawca spełnia wszystkie istotne wymagania. PSW to niejako „oświadczenie” albo „zatwierdzenie” od dostawcy, że część i proces produkcyjny są gotowe do produkcji seryjnej.
PSW podsumowuje całą dokumentację: rysunki konstrukcyjne, wyniki pomiarów, testy, analizy, raporty — w zależności od poziomu PPAP. Dla klienta to sygnał: „dostawca jest gotowy, dajemy zielone światło”.
Bez PSW (lub z wadliwym/incomplete PSW) PPAP nie jest formalnie zatwierdzony — co oznacza, że produkcja seryjna nie powinna się rozpocząć.
Poniżej — przykład prostego szablonu dokumentu PSW, który można wykorzystać przy przygotowywaniu PPAP.
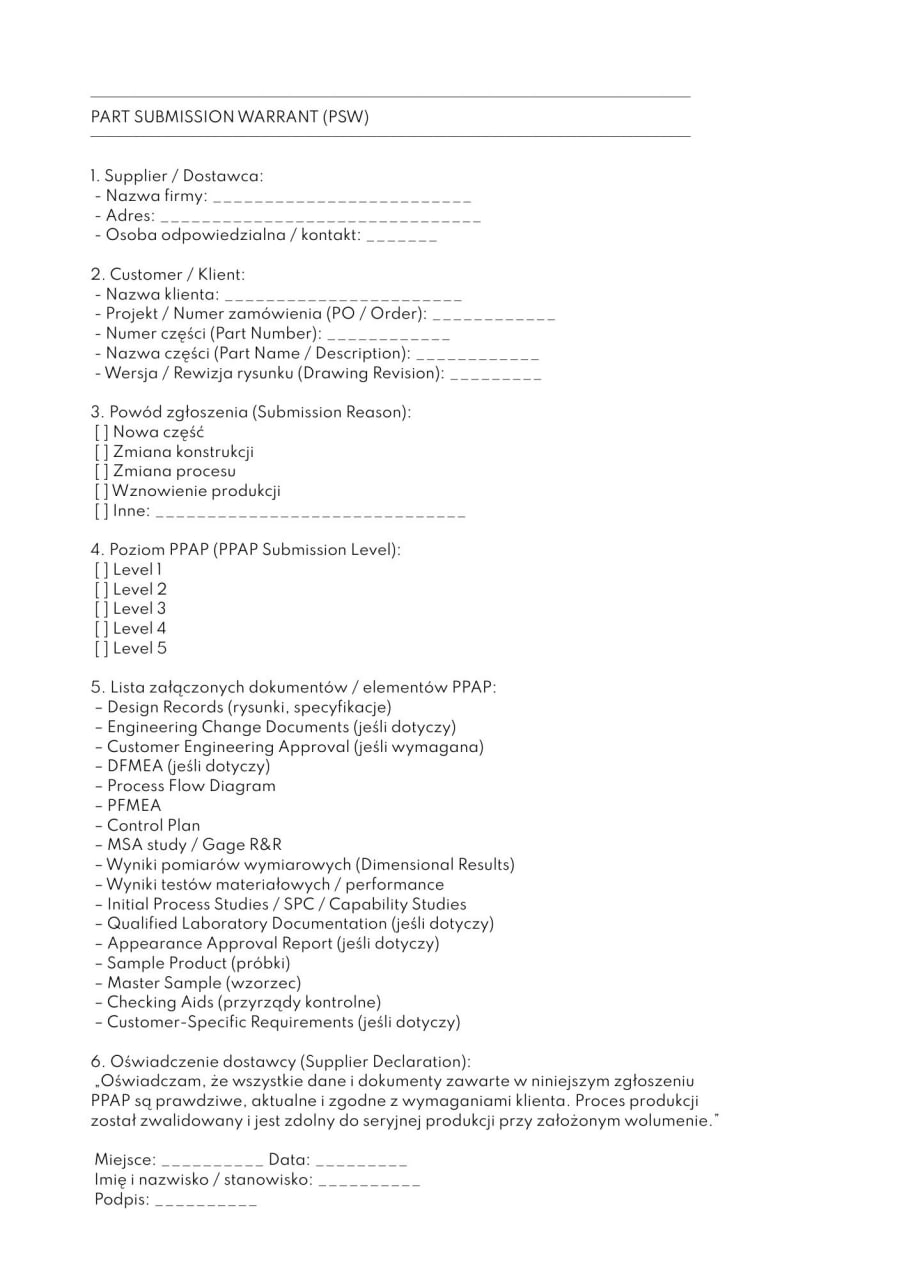
Taki dokument PSW — w połączeniu z załączoną dokumentacją odpowiadającą wybranym elementom — stanowi formalne zakończenie procesu PPAP i po zatwierdzeniu jest sygnałem do rozpoczęcia produkcji seryjnej.
Statusy zatwierdzenia PPAP
Wyróżnia 3 statusy zatwierdzenia PPAP:
- Zatwierdzony (Approved) – część spełnia wszystkie wymagania klienta, proces zaakceptowany — można produkować.
- Zatwierdzony czasowo (Interim Approval) - warunkowe zatwierdzenie na określony czas lub ilość części. Organizacja musi jasno określić niezgodność i przygotować plan działań.
- Odrzucony (Rejected) - dokumenty lub części nie spełniają wymagań — PPAP do poprawy.
PPAP — dlaczego to ważne (korzyści)
- Zapewnienie jakości i spójności: Dzięki PPAP klient ma pewność, że produkowane części będą zgodne z wymaganiami konstrukcyjnymi, materiałowymi i funkcjonalnymi.
- Redukcja ryzyka: Wykrycie problemów (np. z procesem, tolerancjami, pomiarami) jeszcze przed produkcją seryjną minimalizuje ryzyko wad, reklamacji czy błędów produkcyjnych.
- Formalizacja współpracy dostawca-klient: Jasne wymagania dokumentacyjne, standardy, procedury — wszystko to buduje zaufanie i przejrzystość w łańcuchu dostaw.
- Powtarzalność produkcji: Po zatwierdzeniu PPAP przyjętym standardem jest, że produkcja seryjna będzie odbywać się pod tym samym procesem, z tą samą jakością — co ułatwia planowanie, kontrolę i późniejszą serię produkcyjną.
- Elastyczność: Dzięki poziomom PPAP można dopasować wymagania dokumentacyjne do charakteru części — proste detale mogą wymagać tylko PSW, bardziej skomplikowane elementy — pełnej dokumentacji.
Wyzwania i najczęstsze błędy przy stosowaniu PPAP / Core Tools
Jak wskazują źródła, często popełniane są błędy — np. traktowanie Core Tools (i PPAP) jako „papierologii”, formalności do odhaczenia, a nie jako realnego narzędzia zarządzania jakością.
Inne często występujące problemy to:
- brak spójności między dokumentacją APQP, FMEA, PPAP — np. plany kontroli nie odzwierciedlają zidentyfikowanych w FMEA ryzyk;
- pomijanie analizy MSA przed zatwierdzeniem przyrządów pomiarowych — co może prowadzić do błędnych pomiarów i fałszywego poczucia jakości;
- błędna interpretacja wskaźników SPC lub studiów zdolności procesu — co daje iluzję kontroli, ale nie gwarantuje powtarzalności;
- brak odpowiedniej dokumentacji — dostawca i klient muszą jasno ustalić, co jest wymagane, inaczej PPAP może być odrzucony lub niepełny.
Z tego powodu większość firm traktuje Core Tools nie jako formalności na papierze, lecz jako fundament systemu jakości — i często inwestuje w szkolenia, edukację, audyty.
Przykład skrócony: uproszczony PPAP (Level 1) — kiedy wystarczy
Załóżmy, że firma chce wyprodukować prosty detal — np. plastikowy klips lub metalowy element, który nie jest krytyczny, ma proste wymagania i tolerancje, nie wpływa znacząco na bezpieczeństwo, nie wymaga testów materiałowych ani skomplikowanych procesów.
Klient może wtedy zaakceptować PPAP Level 1 — czyli tylko PSW, bez próbek i bez dodatkowej dokumentacji (lub z minimalną). To przyspiesza zatwierdzenie i obniża koszt dokumentacji (krótszy czas przygotowania).
Taki uproszczony PPAP może być stosowany np. przy częściach zamiennych, standardowych elementach, niskim ryzyku — ale tylko wtedy, gdy klient i dostawca się na to zgodzą.
To pokazuje elastyczność PPAP — nie jest „jednym, sztywnym” procesem, ale zestawem opcji, które można dopasować do potrzeb.
Przykładowy scenariusz: pełny PPAP (Level 3) dla nowej części
Aby pokazać, jak w praktyce może wyglądać PPAP, rozważmy uproszczony scenariusz: wprowadzenie nowej metalowej obudowy do produkcji seryjnej w zakładzie produkującym komponenty dla przemysłu.
- Dostawca otrzymuje rysunki konstrukcyjne od klienta — w wersji zatwierdzonej. Tworzy lub odbiera dokument „Design Records”.
- Projekt został zatwierdzony przez klienta → dokument „Customer Engineering Approval”.
- Tworzone są dokumenty procesu: proces flow (PFD), plan kontroli (Control Plan), analiza PFMEA dla procesu — żeby przewidzieć możliwe błędy produkcyjne.
- Przeprowadzana jest analiza MSA / Gage R&R dla przyrządów pomiarowych. Upewniamy się, że pomiary będą wiarygodne.
- Uruchomiona zostaje produkcja próbna — kilka/kilkanaście sztuk obudów. To „Sample Product”. Jedna z akceptowanych sztuk staje się „Master Sample”.
- Części są szczegółowo mierzone — wyniki zapisane jako „Dimensional Results”. Następnie wykonywane są testy materiałowe (jeśli wymagane) → „Material Test Results”.
- Przeprowadzane są testy początkowej zdolności procesu → „Initial Process Studies / SPC / Capability”. Jeśli proces spełnia wymagania, dokumentujemy to.
- Jeśli wymagane — przygotowuje się dokumenty z laboratorium („Qualified Laboratory Documentation”).
- Jeżeli wygląd, powierzchnia, kolor lub inne cechy wizualne są istotne — tworzy się „Appearance Approval Report (AAR)”.
- Przygotowywana jest lista używanych przyrządów kontrolnych / narzędzi — „Checking Aids”.
- Tworzony jest dokument PSW, w którym dostawca deklaruje, że wszystkie wymagania są spełnione i dołącza listę dokumentów.
- Zgłoszenie PPAP (na poziomie 3) zostaje przesłane do klienta. Klient analizuje dokumenty, ocenia próbki / wyniki testów i — jeśli wszystko jest zgodne — podpisuje PSW: część jest zatwierdzona do produkcji seryjnej.
Po akceptacji PPAP zakłada się, że produkcja seryjna będzie prowadzona według zatwierdzonego procesu i planu kontroli — z dbałością o powtarzalność i jakość.
Sprawdź nasze certyfikowane szkolenie - PPAP - dostępne natychmiast w przystępnej cenie
Podsumowanie — dlaczego PPAP to core tool, który warto znać
PPAP to fundament współpracy między dostawcą a klientem, zwłaszcza w przemyśle motoryzacyjnym, ale nie tylko. Dzięki PPAP:
- mamy gwarancję, że część została zaprojektowana, przetestowana i może być produkowana seryjnie z jakością;
- proces produkcji jest zwalidowany, stabilny i powtarzalny;
- dokumentacja pozwala na audyty, śledzenie historii produkcji, kontrolę zmian;
- minimalizujemy ryzyko wad, reklamacji i przestojów;
- wspieramy transparentność i zaufanie w łańcuchu dostaw.
PPAP w połączeniu z innymi narzędziami (APQP, FMEA, MSA, SPC, Control Plan) tworzy solidny system zarządzania jakością — to właśnie one razem stanowią tzw. Core Tools.
Dla inżynierów jakości, menedżerów produkcji, project managerów czy audytorów — znajomość PPAP to często warunek konieczny, by skutecznie brać udział w produkcji przemysłowej, zwłaszcza jeśli chodzi o produkcję części, komponentów, detali.
Dlaczego warto wdrożyć PPAP w swojej firmie
Jeśli Twoja firma produkuje części (niekoniecznie motoryzacyjne), wprowadza nowe detale, zmienia procesy, dostawców — wdrożenie PPAP przynosi realne korzyści:
- pomaga wykryć problemy na etapie próbnej produkcji, zanim ruszy produkcja seryjna;
- zwiększa wiarygodność firmy jako dostawcy (dokumentacja, zgodność, powtarzalność);
- ułatwia współpracę z klientami wymagającymi formalnych zatwierdzeń;
- zmniejsza ryzyko reklamacji, błędów, przestojów;
- buduje kulturę jakości i ciągłego doskonalenia (wspólna dokumentacja, standaryzacja, kontrola).